Solution
The advantages of the LEWA ecodos pumps in edible oil refining:
- Hermetically tight diaphragm pumps
- Maximum operating safety
- Good cost-benefit ratio
- Robust drives, designed for continuous operation
- Patented 4-layer sandwich diaphragm made of pure PTFE
- Emergency operation even with a diaphragm fracture (indication)
- Food compatible wetted materials
Because of the outstanding features of the LEWA ecodos in systems in the edible oil industry, other pump types are increasingly being replaced.
LEWA is a one of the leading producers of hygienic compatible designs of pumps and systems and can supply accordingly certified products.
Areas of application
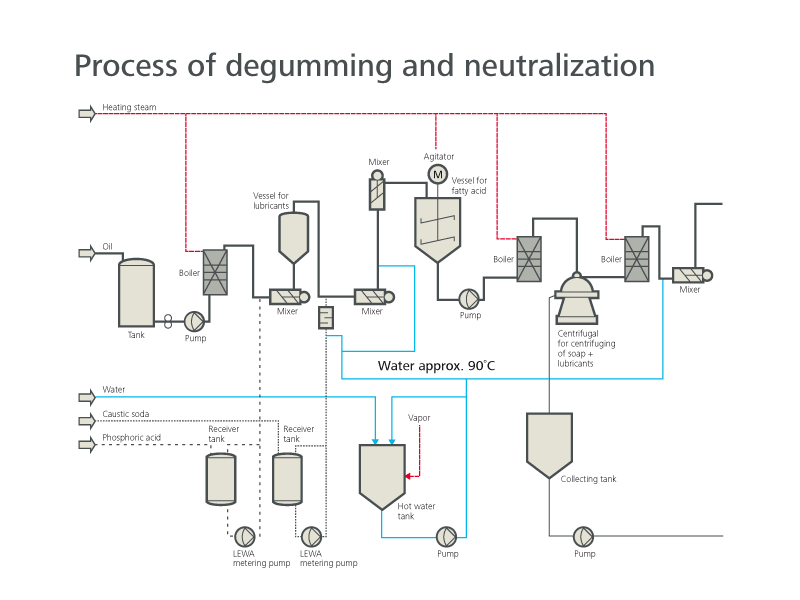
LEWA diaphragm metering pumps are used in the industrial production of edible household oils, mainly in the refining processes:
- During degumming
- During neutralization, also called deacidification
The pumps meter phosphoric acid, citric acid or caustic soda during the process.
Background
Process description
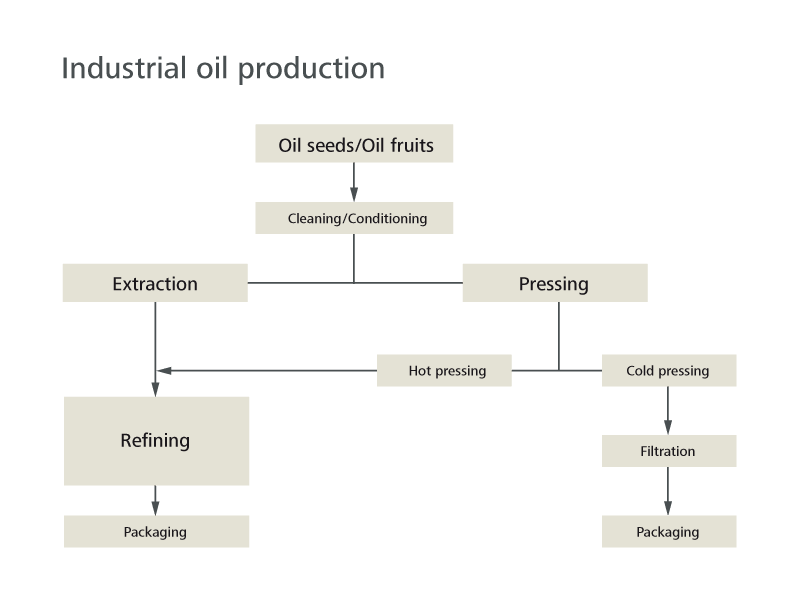
Pressing or extraction are generally used for the production of oil from seeds and fruit.
Oil that can be extracted without external addition of heat by pressing is called cold-pressed oil. This oil may not be refined. These oils are ready for use after filtering and filling.
However, the higher the temperature, the higher the oil yield. This leads to pressing under the addition of heat.
Using temperatures of >100°C is referred to as "hot pressing". Raw oil extracted in this manner must absolutely undergo refining.
This term is understood as a combination of physical and chemical processes, to remove undesirable and environmentally related components, such as
- Phosphatides
- Free fatty acids
- Coloring
- Odors and flavors
- Waxes
- Heavy metals
- Pesticides
from the raw oil.
Essentially, classical refining consists of the following operational steps:
- De-lecithinization
- Degumming
- Deacidification or neutralization
- Bleaching
- Deodorization
Beside this classical chemical refining, physical refining is also significant. It is technically more complex, but only has two combined process steps, the degumming and prebleaching or deacidification.
The major advantages are its lower environmental impact and reduction of refining losses. The disadvantage is that a significantly improved degumming is required, depending on the type of oil.
Definitions:
De-lecithinization
A special form of degumming to extract lecithin.
De-lecithinization is exclusively used for special types of oil, e.g., soy oil, in which the targeted processing is profitable.
Degumming
Precipitation of the hydratable phosphatides using the addition of water and heat. The remaining, non-hydratable phosphatides are dissolved by the addition of acids. Phosphoric acid or citric acid are the preferred additives. By heating to about 90°C, the protein and carbohydrate compounds, which would cloud the oil break down. Degumming is completed by decanting or separating.
Deacidification
Through the addition of caustic soda, the fatty acids are removed, which negatively affects the taste and shelf life. The resulting soap is suctioned off or removed in centrifuges.
Bleaching
In this step the coloring is removed, along with hydroperoxides and heavy metals.
Deodorization (vaporizing)
The highest temperatures in the entire refining process occur here. At around 240°C, undesirable smells and flavors are removed. Volatile compounds (including traces of hexane) and pesticides are also removed.
Industries


Pumps and Systems for the Food and Beverage Industry
LEWA supports producers and plant construction companies in the food and beverage industries with pumps and systems for homogenization and dispersion, as well as for other processing operations in the food industry. We work with you to plan all the important process-related operations, such as conveying, metering, mixing, heating, and cooling so that you can process your raw product cost-effectively.
More DetailsProducts

LEWA ecoflow®: Advanced Hygienic Diaphragm Metering Pumps for Sanitary Applications
Discover the LEWA ecoflow® in its hygienic version, designed for sanitary applications. This versatile metering pump maintains its renowned all-around performance while meeting the stringent hygienic standards required in pharmaceutical and food production industries.
More Details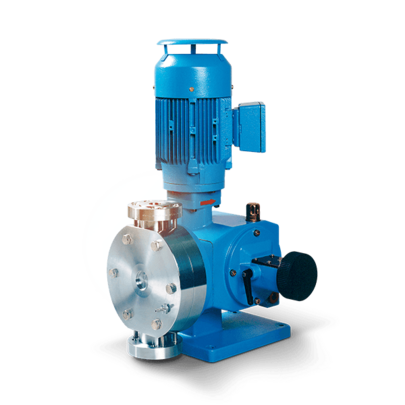
LEWA ecodos®: Robust Mechanical Diaphragm Metering Pumps for Precision Dosing
The LEWA ecodos metering pump delivers absolute reliability, cost-efficiency, and adaptability for applications preferring non-diaphragm actuation. Trust in our proven modular system to design the optimal metering pump tailored to your specific needs.
More Details
LEWA ecodos®: Advanced Sanitary/Hygienic Diaphragm Metering Pumps for Precise Fluid Control
The LEWA ecodos is also offered in a sanitary/hygienic version, expertly meeting all operational standards for pharmaceutical and food production metering pumps.
More Details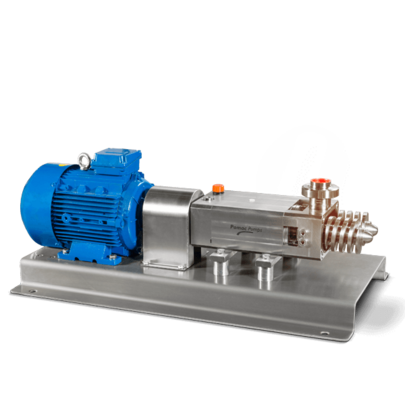
Pomac PDSP double screw pump
Pomac PDSP double-screw pumps are ideally suited for a variety of processes in the food, beverages, cosmetics and pharmaceutical industries. They are extremely economical because they are suitable for conveying and for sterilizing/cleaning (2 in 1).
More Details
HMD Kontro sealless solenoid driven centrifugal pumps
HMD Kontro sealless solenoid driven centrifugal pumps are the first choice for handling toxic, aggressive, flammable, hazardous and high-value fluids. Protecting pumping fluid, people and the environment is particularly emphasized here.
More Details